
Production Process of a bearing ring
Sartori Angelo - Muraro (Italy)
PRESENTATION
Abstract
Muraro has been working in the hot and cold metal forming field since more than fifty years. To satisfy the request of our customers to design in short time the turnkey plant, Muraro decided to simulate 100% of the manufacturing processes by the last generation numerical simulations, the software "Forge", in order to limit as much as possible the actual physical tests.
The case taken into examination treats the complete manufacturing process of bearings rings up to the diameter of 800 mm, simulated by Forge.
The first step has been simulating the bar's induction heating: it was possible to calculate how bar's temperature change while inside heating induction coils, depending from time and diameter and to verify if the thermal gradients inducted between core and external surface could damage the bar, creating some cracking. Keeping the calculation results obtained from bar's heating simulation (part/blank history), it was possible to simulate the bar's shearing process. Successively it was simulated the forging process in the three fixed stations of the press, in order to obtain the
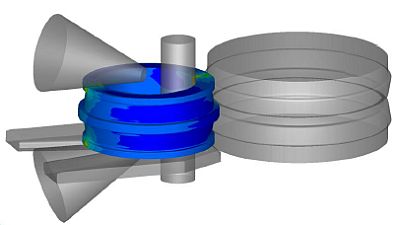
intermediate forging in the conditions required by the radial and axial rings rolling plant. In this case the software permitted to simulate different configurations and to find the optimal deformation condition. The circular rolling process by radial and axial rolling was the last deformation step undergone by the intermediate forging before controlled cooling in a special tunnel specially studied. For this step it was possible to study the microstructure of the piece, in terms of phase transformation, grain dimensions, re-crystallization, hardness, etc. Quite important was virtually testing how different conditions of the cooling tunnel can modify the final result as far as the internal microstructure of the piece is concerned.
Thanks to the assistance of Forge and the support of Enginsoft it was possible to find the technical solution which permitted to get to a rolled ring without any under-filling of the final profile and typical defects of the rolled products (fish tail for instance).
By the virtual approach it was also possible to reduce process cycle times and machining allowances on the finished product by checking different configurations, the above without wasting huge resources in terms of time and money, in physical tests.
